



-
CKD技報は
10周年を
迎えました。CKD TECHNICAL JOURNAL
10TH ANNIVERSARY
この10年間で、私たちは多くの技術革新と新たな挑戦を共有してきました。これからも、技報を通じて皆様に最新の情報をお届けし続けていきたいと思います。引き続きご愛読とご支援をよろしくお願い申し上げます。
CKD TECHNICAL JOURNALCKD技報
TECHNICAL
JOURNAL
2026 Vol.12
レーザ加工技術New eco-friendly packaging technology in blister packaging.

-
- 橋爪 潤也Junya Hashizume
- 新規事業開発室New Business Development Office
現在のモノづくりには、精密化・微細化などと共に、環境にやさしいことやトレーサビリティなども求められている。
これらに対し、微細、高速、非接触や高エネルギー効率などそのメリットが注目されているのがレーザ加工であり、その歴史は比較的浅く、日々その技術も進化・変化している。
本稿では、当社が必要とする溶接、切断、品質管理に対し、レーザ加工を検証した出来栄え、課題等について報告する。
Today's manufacturing demands not only precision and miniaturization, but also environmental friendliness and traceability.
Laser processing is attracting attention for its benefits, such as precision, high speed, non-contact, and high energy efficiency. It has a relatively short history, and the technology is constantly evolving and changing.
In this article, we will report on the results and challenges of testing laser processing for the welding, cutting, and quality control required by our company.
1. はじめに
LASERとは、Light Amplification by Stimulated Emission of Radiation(誘導放出による光増幅放射)の頭文字であり、指向性と収束性に優れた、ほぼ単一波長の電磁波を発生させる装置と定義され、レーザ光は自然光(赤外、可視、紫外など様々な光が混合された太陽光等)とは異なる特性を持つ。例えば太陽光は虫眼鏡を使って紙を焦がす程度だが、レーザはその出力と集光性により瞬時に鉄を溶かすこともできる。
その歴史は比較的新しく、1960年にルビーレーザの発振に成功以降、CO₂レーザ、ファイバ―レーザ等各種レーザが開発されている。その用途は、今回報告する工業分野での加工(溶接、切断等)の他、医療分野(レーザ治療)、家電分野(プリンタ、CD、DVDピックアップ)、計測(変位計、顕微鏡)や空間演出等その活用は日々広がっている。
2. 環境に優しい成形技術の紹介
レーザを扱う上で重要な特徴、特性を以下に記す。
2-1 波長
レーザは“光”であり、それぞれ固有の波長を持つ。それはFig. 1のように整理される。1)
重要なのはその波長により加工対象材への吸収率が異なり、例えばFig. 2の通り炭素鋼には吸収がよい1μm波長域のレーザは銅には吸収されにくい。2)
ただし、吸収率は周囲温度や表面状態により変化するため、安定した加工を実現するためには、対象材に適した波長、条件が必要となる。
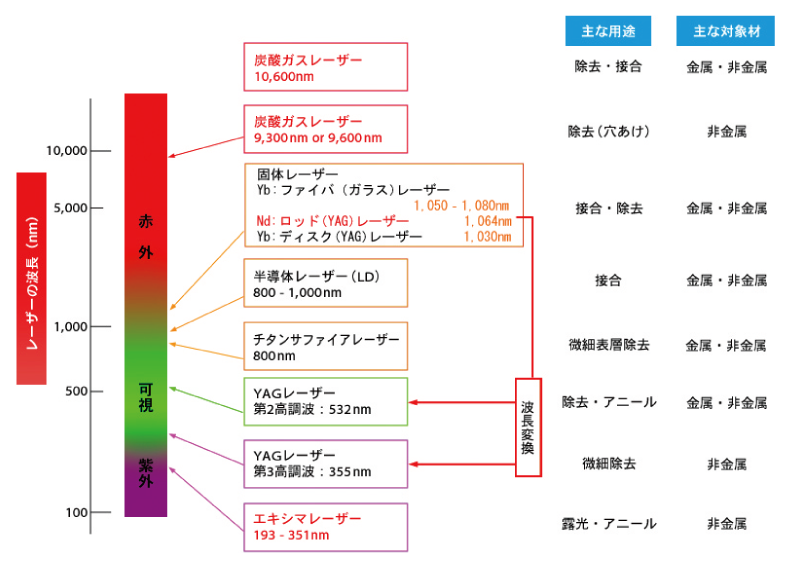 Fig. 1 光の波長とレーザの種類
Fig. 1 光の波長とレーザの種類
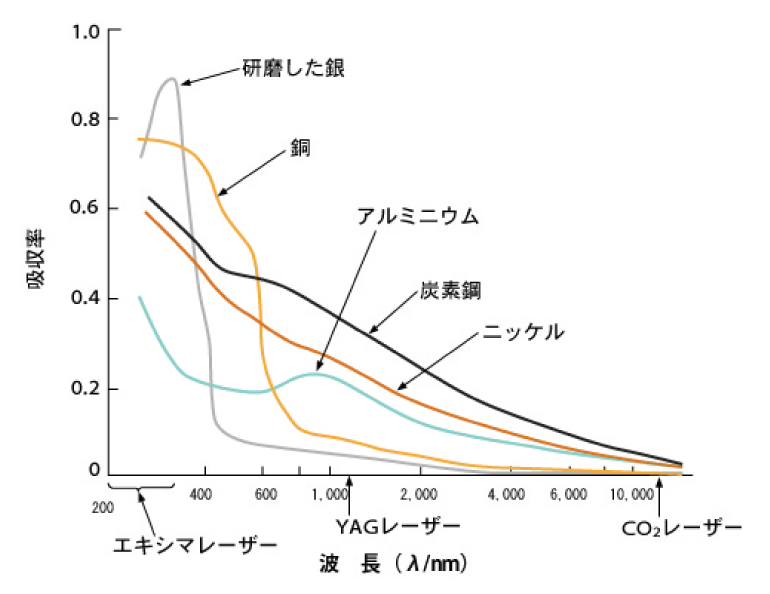 Fig. 2 鏡面研磨された各種材料に対する
Fig. 2 鏡面研磨された各種材料に対するレーザ波長と室温での吸収率との関係
2-2 スポット径
一般的な光に対し、レーザ光はFig. 3の通り収束性に優れ、そのエネルギー密度を高める事で微細加工が可能となる。
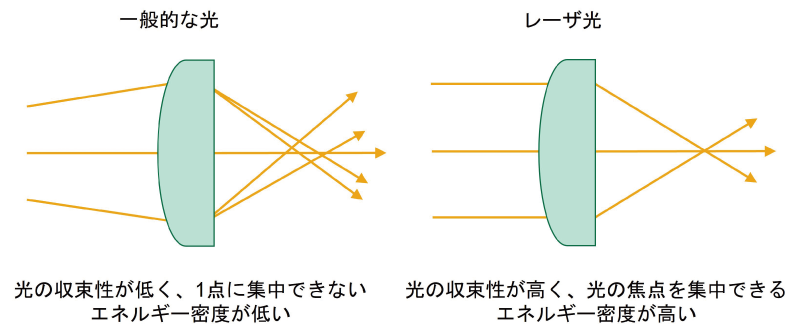 Fig. 3 収束性比較
Fig. 3 収束性比較
その集光径は波長にも関係し、Fig. 4の様に短波長の方が集光径を絞り込む事ができる。
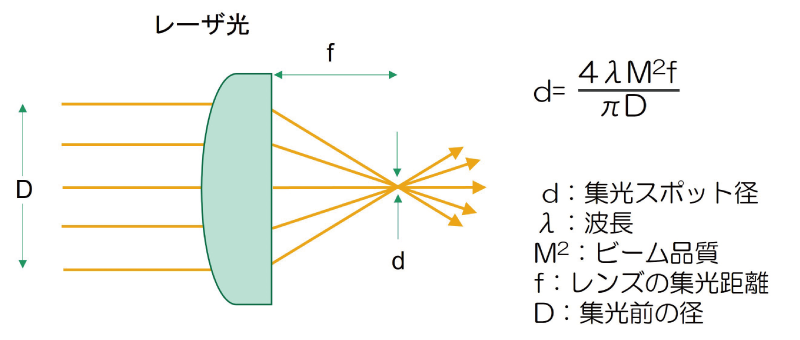 Fig. 4 スポット径を求める計算式
Fig. 4 スポット径を求める計算式
そしてパワー密度(W/cm2)ともう一つの要素となる照射時間により、Fig. 5の様にその加工特性は大きく変化し、ピコ秒(10-12s)、フェムト秒(10-15s)域ではアブレーション(昇華、蒸発)加工が可能となる。3)
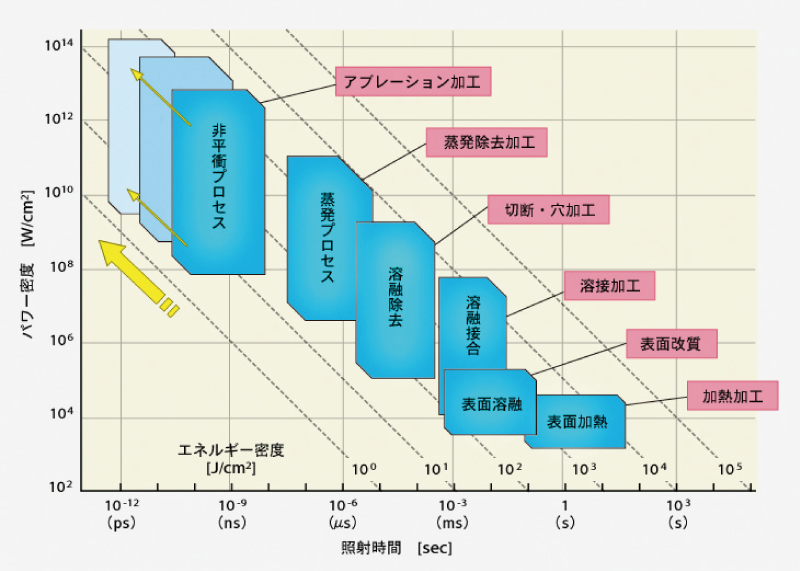 Fig. 5 パワー密度と照射時間に対する加工領域
Fig. 5 パワー密度と照射時間に対する加工領域
3. レーザ溶接
金属部品を接合する方法の一つに溶接があるが、広く活用されているTIG溶接に対し、YAGレーザとファイバ―レーザの概要を比較、Fig. 6に整理した。
前述の通り、ファイバ―レーザは細く深い溶接ビードを形成する事ができるが、その集光径や形状、照射方法をコントロールする事により溶け込み特性は変化し、熱伝導溶接からキーホール溶接等制御可能となる(Fig. 7)。
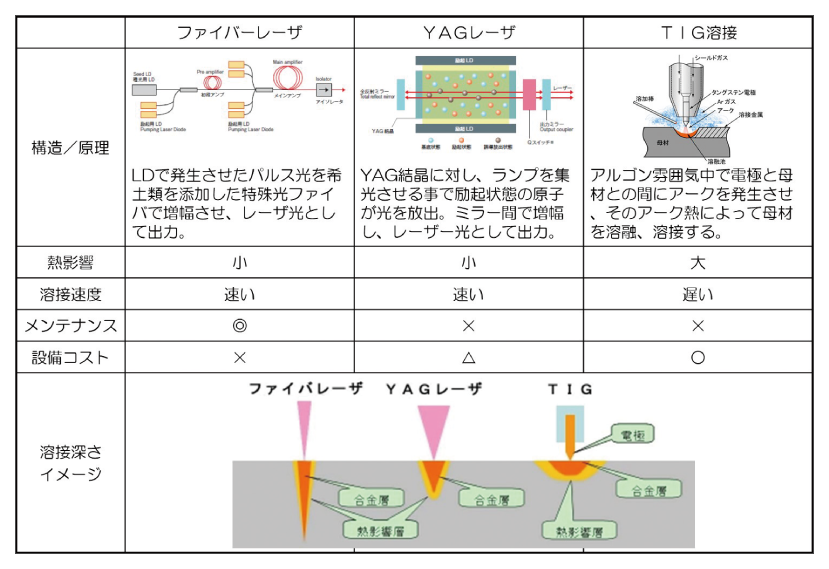 Fig. 6 溶接工法概要比較
Fig. 6 溶接工法概要比較
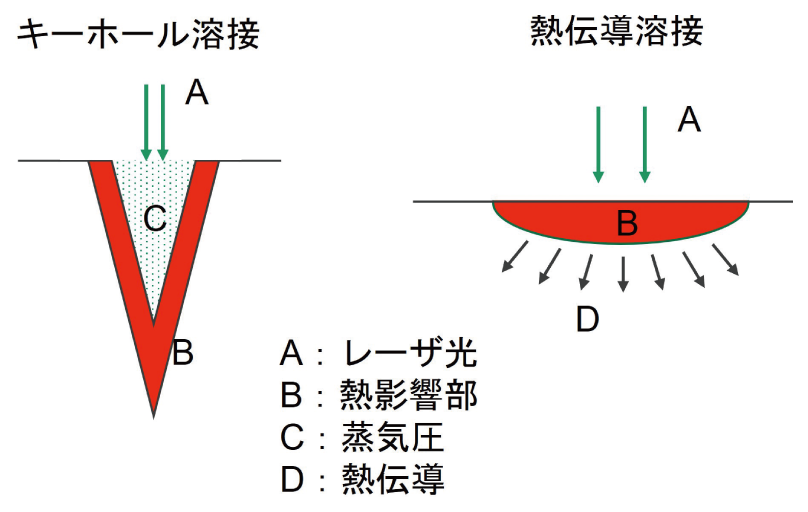 Fig. 7 キーホール溶接と熱伝導溶接比較
Fig. 7 キーホール溶接と熱伝導溶接比較
これらの特徴を生かして、ファイバ―レーザを用いた溶接にチャレンジしている。
一例をFig. 8に記す。
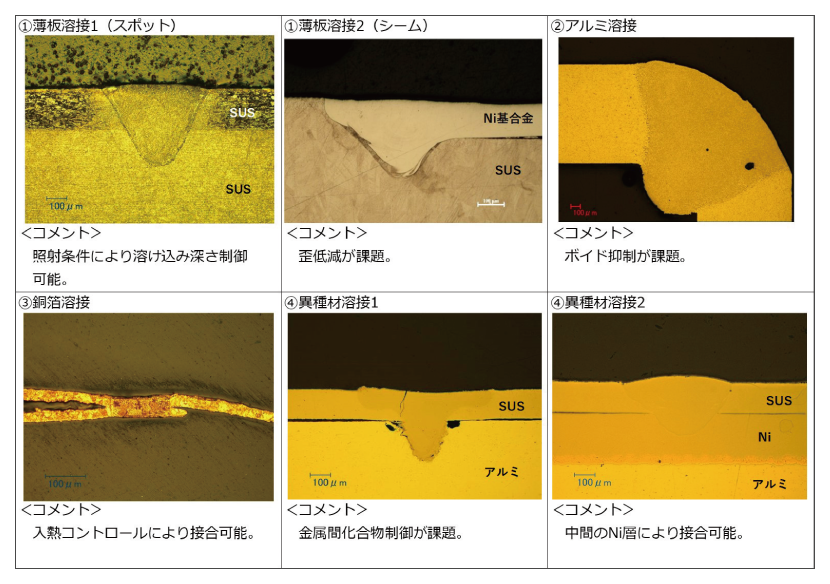 Fig. 8 各種レーザ溶接トライ結果(断面観察)
Fig. 8 各種レーザ溶接トライ結果(断面観察)
実験① ステンレス板のスポット溶接
Ni基合金+ステンレスのシーム溶接
実験② アルミ溶接
実験③ 銅箔溶接
実験④ ステンレス-アルミの異種材溶接
⇒直接溶接では、融点の違いや溶融部成
分影響等によりクラック発生。
中間にNi層を設ける事で接合可能。
4. レーザ切断
切断加工においてもレーザは活用されている。一般的なレーザ切断はFig. 9の様に、レーザ照射により溶融した部分をガスで吹き飛ばす方法が行われる。4)
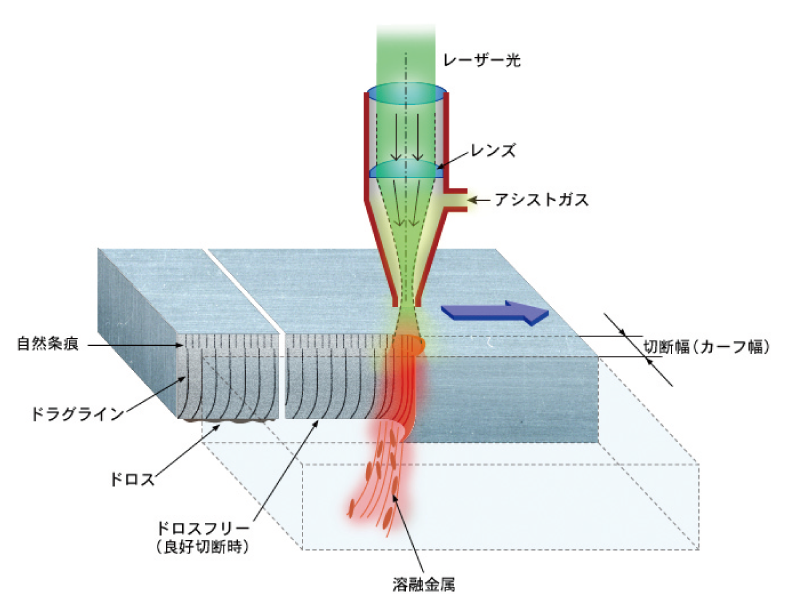 Fig. 9 ガスアシストによるレーザ切断
Fig. 9 ガスアシストによるレーザ切断
ステンレス板の加工例は、Fig. 10の通りである。
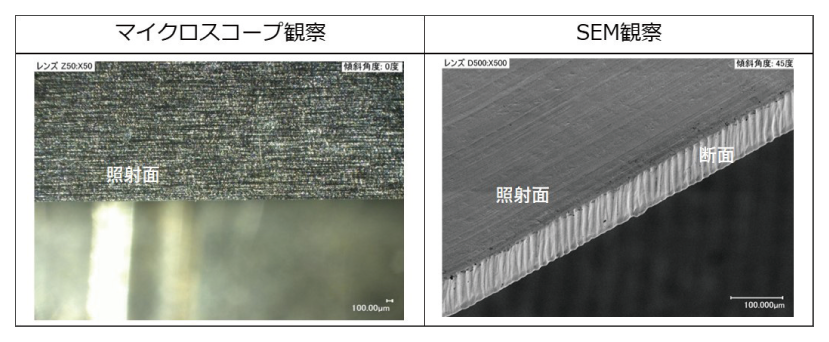 Fig. 10 ステンレス板切断観察
Fig. 10 ステンレス板切断観察
数10μm薄板や樹脂シートについては、前記アシストガスによる加工が困難となる。
超短パルスレーザ他による加工トライを行った例をFig. 11に記す。
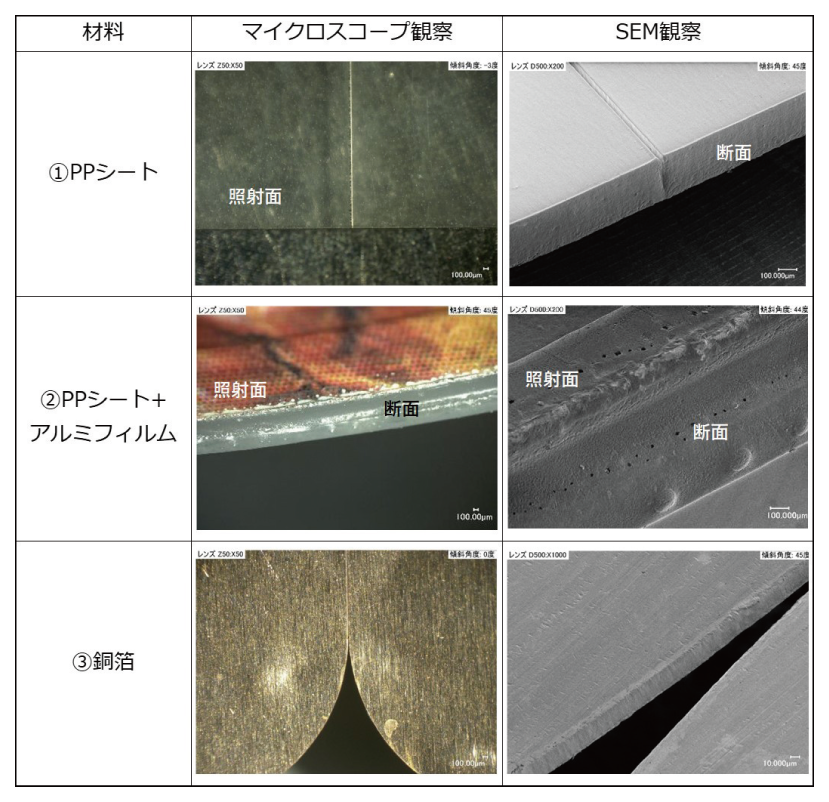 Fig. 11 各種シート、箔のレーザ加工事例
Fig. 11 各種シート、箔のレーザ加工事例
5. 品質管理
従来のアーク溶接では、その溶接品質は出力等の条件、外観観察等で行われ、強度に影響する溶け込み深さは切断による破壊確認が一般的となっている。
レーザ溶接では、その特徴の一つである非接触加工を生かして、各種インプロセスモニタリングが検討されている。
計測手段としては、反射光・温度・映像やキーホール等があるが、ここでは温度センサを用いた実験事例を紹介する。
実験① スポット溶接時のモニタリング
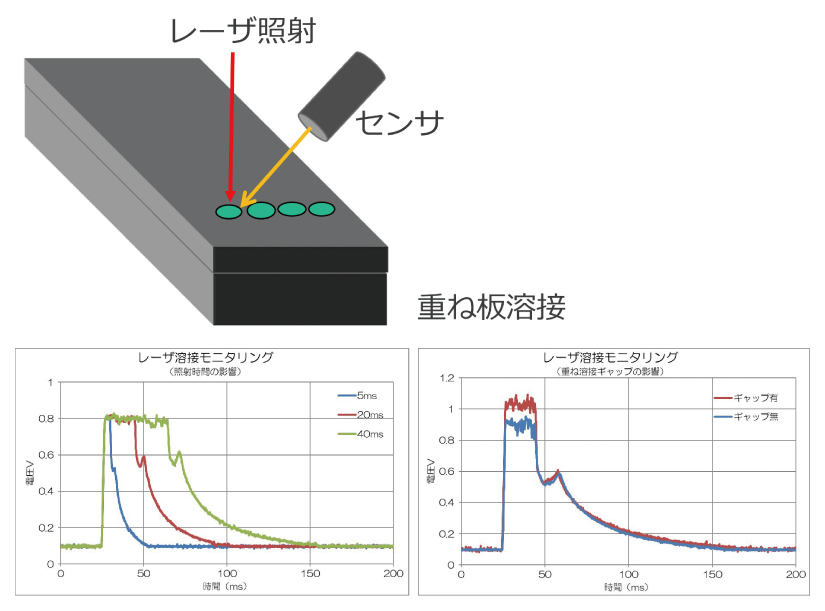 Fig. 12 スポット溶接時のモニタリング例
Fig. 12 スポット溶接時のモニタリング例
照射条件の違い、サンプルギャップ有無等が出力波形で確認できる。
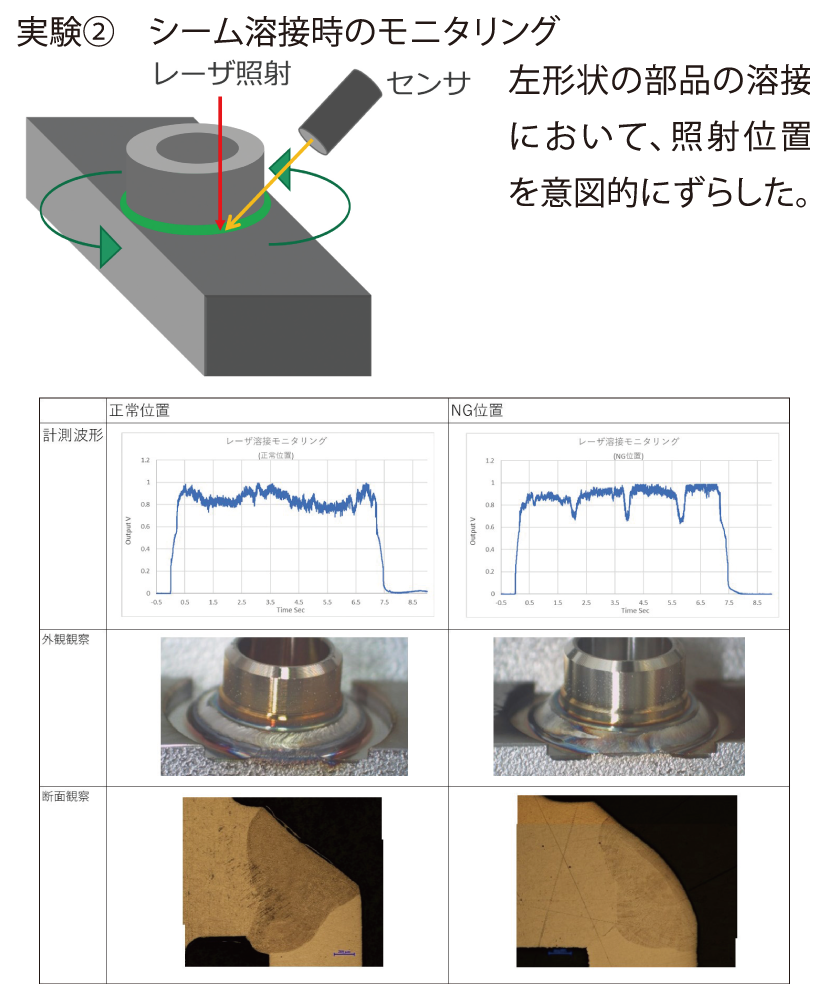 Fig. 13 シーム溶接時のモニタリング例
Fig. 13 シーム溶接時のモニタリング例
照射位置ズレにより、計測波形が変化し、溶け込みも浅くなる(外観では判別難)。
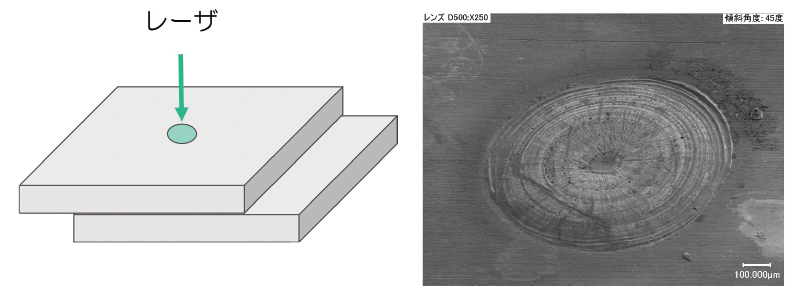
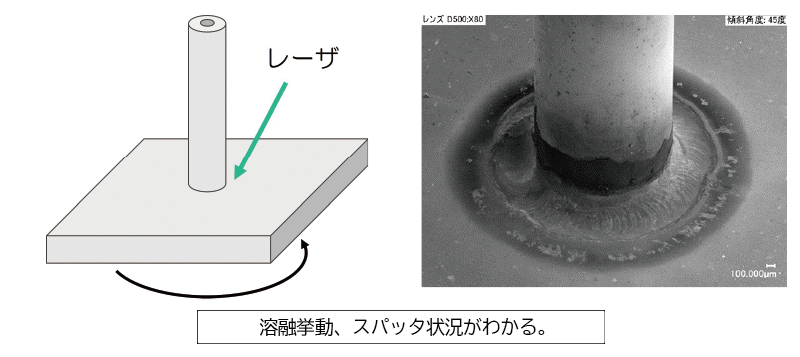
また、溶接現象を高速度カメラを用いて調査し、改善を行った事例も紹介する。5)
6. おわりに
レーザは、その活用次第で様々な効果を生み出せる。
しかし、『レーザを使えば何でもできる』わけでは無く、使いこなすためには技術が必要であることを痛感している。また、コスト、安全性等抑えるべき項目も多い。
引き続き技術探究を進め、より良いモノづくりにつないでいく。
- 1)2)3)4) 光産創大主催レーザーものづくり講座テキスト(2017)
- 5) ㈱フォトロン協力