画像検査とは?仕組み・種類・メリットからAI活用・導入手順まで徹底解説
製造現場で導入が加速する「画像検査」について、基本的な仕組みからシステム構成、検査の種類、導入メリットと注意点、AI活用の最前線、業界別の活用事例、そして失敗しない導入手順と選び方までを網羅的に解説します。
深刻化する人手不足と品質要求の高度化を背景に、目視検査からの転換を検討する生産技術担当者・製造部門責任者が「この1記事で全体像を把握し、次のアクションを決められる」ことをゴールとします。
最後に、プログラミング不要でドラッグ&ドロップで画像検査システムを手軽に安価に構築できるソフトウェア Facileaとその活用例をご紹介します。
画像検査とは?定義・仕組みと目視検査との違い
画像検査を初めて調べる読者が全体像をつかむための入口セクション。「画像検査とは何か」「どう動くのか」「目視検査と何が違うのか」の3点を一気通貫で解説し、後続セクションへの土台とします。
画像検査の定義と製造業における役割
画像検査とは、産業用カメラと画像処理ソフトウェアを用いて、製品の外観や形状の良否を自動で判定する検査手法を指します。 「カメラ(目)とコントローラ(脳)で、人が目視で行っていた検査を自動化するシステム」と捉えるとわかりやすいでしょう。
画像検査は外観検査・寸法測定・位置検査・コード読取りなど幅広い検査工程に適用可能であり、製造業の品質管理において中核的な役割を担っています。近年は自動車部品、電子デバイス、食品・医薬品など多様な業界で導入が進み、「人の目に頼る検査」から「機械の目による自動検査」への転換が加速しています。
画像検査システムの基本構成は、①撮像部(カメラ・レンズ・照明)、②処理部(コントローラまたはPC)、③判定部(ソフトウェア)の3要素で構成されています。これらを組み合わせることで、人間の目では捉えきれない微細な欠陥の検出や、高速ラインでの全数検査が可能になります。
画像検査の基本的な仕組み
画像検査の処理フローは4つのステップに分解できます。
ステップ1:撮像
カメラと照明でワーク(検査対象物)を撮像します。照明の選定が検査結果を大きく左右するため、詳しくは「画像検査システムの構成要素」をご覧ください。
ステップ2:前処理
撮像した画像に対してノイズ除去・コントラスト強調・二値化などの前処理を施し、画像品質を整えるステップです。この工程の巧拙が、後段の検査処理の精度と安定性を大きく左右します。
ステップ3:検査処理
前処理後の画像に対して、目的に応じた検査アルゴリズムを適用するステップです。具体的な手法(ルールベース型・AI型)については「AI画像検査と従来型(ルールベース)の違いと使い分け」で詳しく解説します。
ステップ4:判定出力
検査処理の結果をもとに良否判定を行い、ラインへフィードバックする最終工程です。不良品は自動排出され、検査データはトレーサビリティ用に蓄積されていきます。
画像検査と目視検査の違い
画像検査と目視検査の違いを6つの比較軸で整理しました。画像検査の優位性だけでなく、目視検査ならではの強みも公正に示しています。
| 比較軸 | 画像検査 | 目視検査 |
|---|---|---|
| 検査精度 | △
定型的な欠陥は高精度で検出。微細・非定型の異常は苦手 |
〇
微細な異常や想定外の欠陥も検知できる |
| 安定性 | 〇
24時間一定基準で判定。ブレなし |
△
検査員の熟練度・体調・集中力に左右される |
| 検査速度 | 〇
高速処理でインライン全数検査が可能 |
△
人間の処理速度に依存。抜き取り検査が主流 |
| コスト構造 | △
初期投資が必要だが、長期運用でコスト低減 |
△
初期投資不要だが、人件費が継続発生 |
| 人的依存度 | 〇
低い(自動運転可能) |
×
高い(検査員の確保・教育が必須) |
| 柔軟性 | △
事前に定義した検査項目に限定される |
〇
未知の欠陥・想定外の異常にも対応可能 |
重要なのは「どちらが優れているか」ではなく、「どう使い分けるか」という視点でしょう。量産品の定型検査は画像検査で自動化し、試作品や少量多品種の特殊検査は目視で対応するなど、検査対象に応じた役割分担が現実的な解となります。
画像検査システムの構成要素
画像検査システムを支えるハードウェアとソフトウェアの基礎知識を解説するセクションです。「何が必要で、それぞれどんな役割を果たすのか」を把握しておけば、後続の導入手順・選び方セクションの理解もスムーズになるでしょう。
カメラとレンズ
画像検査に用いるカメラは、大きくエリアカメラ(静止・間欠搬送向き)とラインスキャンカメラ(高速・長尺物向き)に分けられます。
エリアカメラは1回の撮像で二次元画像を取得するタイプで、静止物や間欠搬送ラインでの検査に向いています。一方、ラインスキャンカメラは一次元のライン画像を連続取得する方式で、高速搬送や長尺物の検査に強みを発揮します。
画素数の選定は「検出したい最小欠陥サイズ」からの逆算が基本です。例えば、0.05mmの欠陥を検出するためには、要求精度の5倍程度の分解能が必要となるため、1画素あたり0.01mm以下になるよう視野とカメラ画素数を設計する必要があります。
レンズはワークサイズと設置距離から焦点距離を決定するのが基本です。寸法計測など高精度が求められる場合はテレセントリックレンズも選択肢に入ります。また、カメラの接続規格としてはGigE VisionやUSB3 Visionが主流であり、GenICam規格により200社以上のメーカーの機器間で相互運用性が確保されています。
照明
画像検査において照明は「検査の8割を決める」と業界では広く言われています。
照明の種類と適用場面を以下の表にまとめました。
| 照明の種類 | 特徴 | 適用場面 |
|---|---|---|
| 同軸落射照明 | ハーフミラーで光軸と同軸に照射 | 鏡面・光沢面のキズ検出、ウェハ検査 |
| バックライト | ワーク背面から照射しシルエットを形成 | 外形寸法測定、異物検出 |
| ドーム照明 | 半球状の拡散面で全方位から均一照射 | 曲面・凹凸のある製品の外観検査 |
| ローアングル照明 | 低角度から斜めに照射しキズを浮かび上がらせる | 表面キズ・打痕の検出 |
照明の選定に加えて、環境光の変化による精度ドリフトを防ぐ暗箱・遮光カバーの設置も欠かせません。 照明環境の制御は、システム導入後の長期安定稼働を左右する要因でもあります。
画像処理ソフトウェア・コントローラ
画像検査システムの「頭脳」にあたるのが、検査アルゴリズムを実行するソフトウェアとコントローラです。
ソフトウェアの選択肢は、①メーカー提供の専用ソフトウェア、②オープンソースライブラリを活用した自社開発──の2パターンが主流です。また、CKDは①②のどちらにも属さないビジュアルプログラミング型のノーコードツール「Facilea」を提供しており、プログラミングの知識がなくても画像検査システムを構築できる選択肢として注目されています。
コントローラは、カメラからの画像取り込みと検査処理を高速に実行する専用ハードウェアまたはPCを指します。近年はPC性能の向上に伴い、汎用PCで代用するケースも珍しくなくなりました。
画像検査の種類
画像検査には検査目的に応じた多様な手法が存在します。ここでは主要なカテゴリーに分けて、それぞれの特徴と適用場面を整理していきます。
外観検査(キズ・汚れ・欠損・異物の検出)
製造業で最もニーズが高い検査カテゴリーです。表面のキズ、汚れ、欠け、クラック、異物混入などを検出します。照明の当て方が精度を大きく左右します。
寸法測定・位置検査・アライメント
寸法測定はワークの外形寸法、穴径、ピッチ間距離などを自動計測する検査です。位置検査は組立工程での部品取付確認、ラベル貼り位置の検証、コネクタのピン有無確認など「あるべきものがあるべき位置にあるか」を判定するもので、いずれも基準値との差分を数値管理する点が共通しています。
文字・コード読取り/色検査/3次元検査
文字・コード読取りは、印字内容の正誤確認やバーコード・QRコードの品質グレード検査を通じて、トレーサビリティ確保の基盤を担います。色検査はカラーカメラと色空間変換(RGB→HSV等)を用い、色味・光沢の均一性を見極める手法です。3次元検査はレーザー変位計や3Dカメラにより、はんだの盛量や樹脂成形品の反りといった高さ方向の欠陥を捉えます。
AI画像検査と従来型(ルールベース)の違いと使い分け
画像検査の解析手法は、人間が基準を数値化する「ルールベース」から、コンピューターが自ら学習する「AI」へと広がっています。近年は、どちらか一方ではなく、目的に応じた適切な選択と組み合わせが重要視されています。
ルールベース画像検査
あらかじめ人間が検査ルール(しきい値・条件式)を定義する方式です。二値化・ブロブ解析・パターンマッチング・エッジ検出などのアルゴリズムを用い、判定根拠が明確で説明可能性が高いのが特長です。寸法測定・有無確認・コード読取りなどの定型検査に適しており、処理速度が速く少ないサンプルで立ち上げられる反面、ワークの回転や照明変化には弱い側面もあります。
AI(ディープラーニング)画像検査
良品画像と不良品画像の両方を学習させ、「正常/異常」のパターンを自動学習する方式です。ヒートマップで異常箇所を可視化できるため判定根拠の確認にも活用できます。ルールベースでは対応が難しい複雑な外観検査にも適用可能ですが、学習データの質と量が精度を左右するため、良品・不良品双方のサンプル収集の上、事前検証をすることが導入の鍵となります。なお、良品画像のみで学習する「アノマリー検知」方式も存在します。
画像検査のメリットとデメリット
画像検査は万能ではありません。導入判断にあたって「何がどう良くなるか」と「何ができないか」の両面を正しく把握することが重要です。メリットとデメリットを対比構造で整理し、読者が自社の状況に照らして判断できる材料を提供します。
メリット |
① 同一基準で24時間ブレなく検査できる精度の安定化。 |
| ② 抜き取り検査からインライン全数検査への移行による品質の安定化。 | |
| ③ 検査員の再配置による人的コスト削減と人手不足の解消。 | |
| ④ 検査画像・数値データの蓄積によるトレーサビリティと工程改善の加速。 | |
| ⑤ 夜間・休日も稼働できる生産キャパシティの拡大。 | |
デメリット |
① 検出感度を上げれば過検出、下げれば未検出が増えるしきい値のトレードオフ。 許容範囲を現場と品質保証部門で合意することが前提となる。 |
| ② 外光・ワーク個体差・照明の経年劣化による精度ドリフト。 暗箱の設置、前処理での補正、基準画像の定期更新で対処する 。 |
|
| ③ 熟練検査員の「総合判断」は画像検査単体では再現しにくく、 完全代替ではなく人と機械の役割分担が現実的な解である。 |
失敗しない導入手順と装置の選び方
画像検査の導入は「買って終わり」ではなく、明確な目的定義から運用定着までの一連のプロセスを踏むことが成功の鍵です。
導入5ステップ
画像検査の導入は、以下のステップで進めるのが一般的です。
ステップ1:目的定義と現状分析
「何を」「どの精度で」「どのタクトタイムで」検査したいのかを明確にするところから始めます。現行の目視検査の課題(見逃し率、検査時間、人件費)を定量的に把握しておくことが重要です。
ステップ2:事前検証(PoC)
実際のワークを使った撮像テスト・照明テストを行い、検査の実現可能性を見極めます。
ステップ3:システム設計・仕様策定
カメラ・レンズ・照明・コントローラ・ソフトウェアの組み合わせを確定させるステップです。設置スペースや環境条件(温度・振動・粉塵)も忘れずに考慮してください。
ステップ4:設置・調整・量産検証
実ラインへの設置後、実際の生産条件で検査精度と安定性を検証します。しきい値の微調整やNG品のサンプリングによる判定精度の確認を行います。
ステップ5:運用開始・保守体制の構築
照明・レンズの定期クリーニング、検査パラメータの見直し、異常時の対応フローなど、安定稼働を支える保守体制を構築するフェーズです。
装置選定のチェックポイント
装置選定で最も重視すべきは「自分の手で扱えるか」という点に尽きます。
①カタログスペックではなく、自社ワークでの検証結果(実測値)をもとに精度・速度を判断してください。
②ノーコード・ビジュアルプログラミングなど、専門知識がなくても設定・調整できるUI/UXを備えているかどうかも重要な選定基準となるでしょう。
③検査ロジックがブラックボックス化せず、自社担当者がしきい値を調整でき、ベンダー離脱後も継続運用できる設計かどうかを見極める必要があります。
④テスティングルームの提供や導入後の技術サポート体制など、メーカーの伴走力も選定時に確認しておきたいポイントです。
画像検査の活用事例
CKDが提供する画像処理ビジュアルプログラミングツール「Facilea」は、プログラミング不要でドラッグ&ドロップにより画像検査システムを構築できるソフトウェアです。
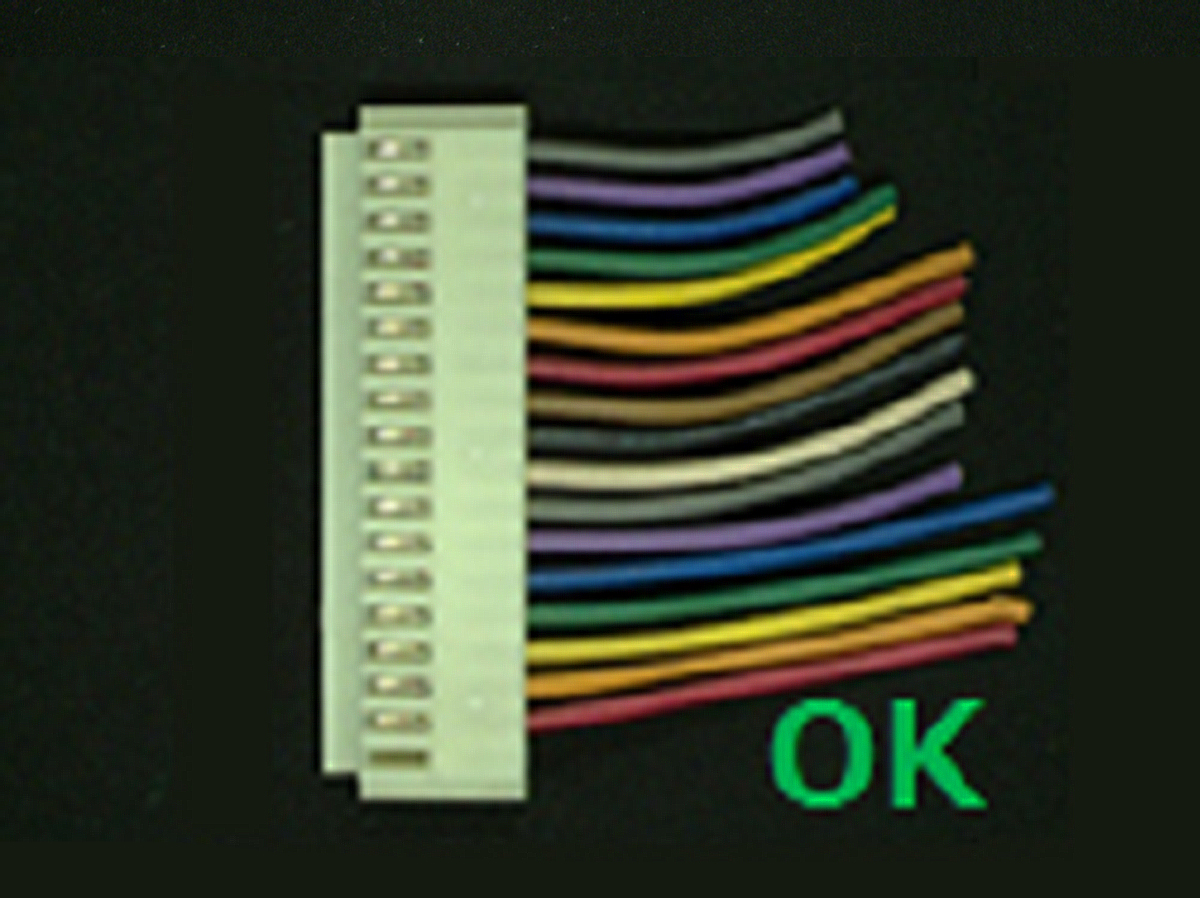
ケーブルハーネスの配列検査
 |
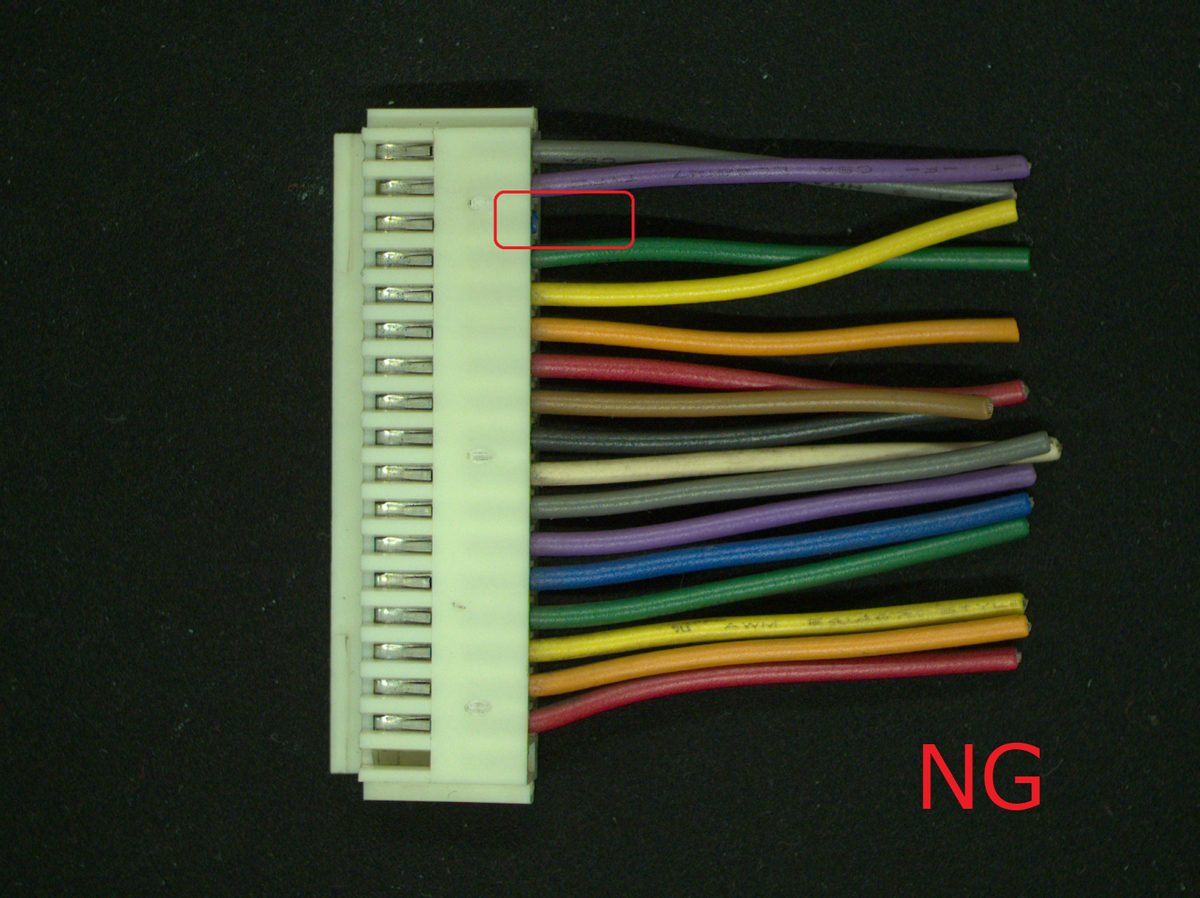 |
複数色のハーネス線の配列を画像検査で自動判定する事例です。従来の目視検査では検査抜けによる不良品流出が課題でしたが、色認識による自動化で不良品流出の防止を実現しました。後工程の電気検査での出戻りも解消され、検査工程全体の効率化に貢献しました。Facileaでは色認識ブロックをドラッグ&ドロップで配置するだけで検査ロジックを構築でき、プログラミングの知識がなくても短期間で導入できる点が強みです。
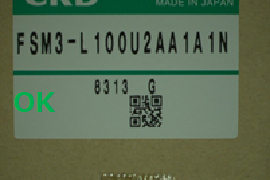
QRコード読取検査
 |
 |
製品に印字されたQRコードの読取り精度と照合を自動化した事例です。Facileaの1D・2Dコード読取りブロックを活用し、高速ラインでの全数検査を実現しました。 専用の読取り装置を別途用意する必要がなく、Facilea上でカメラ撮像からコード照合までを一貫して設定できるため、低コストかつ短期間での導入が可能です。
圧力計の計測値判定
 |
 |
アナログ圧力計の指針位置を画像認識で読み取り、計測値の自動判定を行う事例です。従来は検査員が目視で指針位置を読み取っていましたが、画像検査による自動化で読み取りのばらつきを解消し、検査の標準化を実現しました。Facileaでは角度計測や位置検出のブロックを組み合わせることで、複雑なプログラミングなしに指針読み取りの自動化を構築できます。
まとめ
画像検査は、製造業の品質管理を根本から変革する技術です。人手不足・品質要求の高度化・コスト圧力という3つの構造的課題に対し、画像検査は「精度の安定化」「全数検査の実現」「データ活用による継続的改善」という本質的な解決策を提供します。
重要なのは、画像検査を「目視検査の代替」と狭く捉えるのではなく、「品質管理プロセス全体の最適化」という視点で捉えることです。ルールベースとAIの使い分け、適切な構成要素の選定、そして段階的な導入アプローチにより、自社の現場に最適な画像検査システムを構築していただければ幸いです。