配管の継手(つぎて)とは?種類・材質・選び方を現場目線で徹底解説

継手とは、配管の途中に取り付けて流体の方向転換・分岐・異径接続などを行う、設備保全に不可欠な接続部品です。
種類や材質の選定を誤ると、エア漏れによるコスト損失や火災リスクを招く恐れがあります。本記事では、仕組みや種類の基礎知識から、プロが選ぶ「失敗しない選定基準」、そして現場トラブルを防ぐ実務ノウハウまで、設備保全の現場視点で詳しく解説します。
継手とは?
空気圧システムにおける「継手」とは、配管(パイプ・チューブ)同士を接続し、流体の延長・分岐・方向転換・異径接続・閉止を行う部品の総称です。読み方は「つぎて」で、英語では「Fitting」や「Joint」と呼ばれます。JIS規格では「管継手」として定義され、材質・形状・接続方式ごとに細かく分類されています。
工場の配管システムは人体でいう「血管」に例えられますが、継手はその流れを方向づける「分岐部」のような役割を担っています。
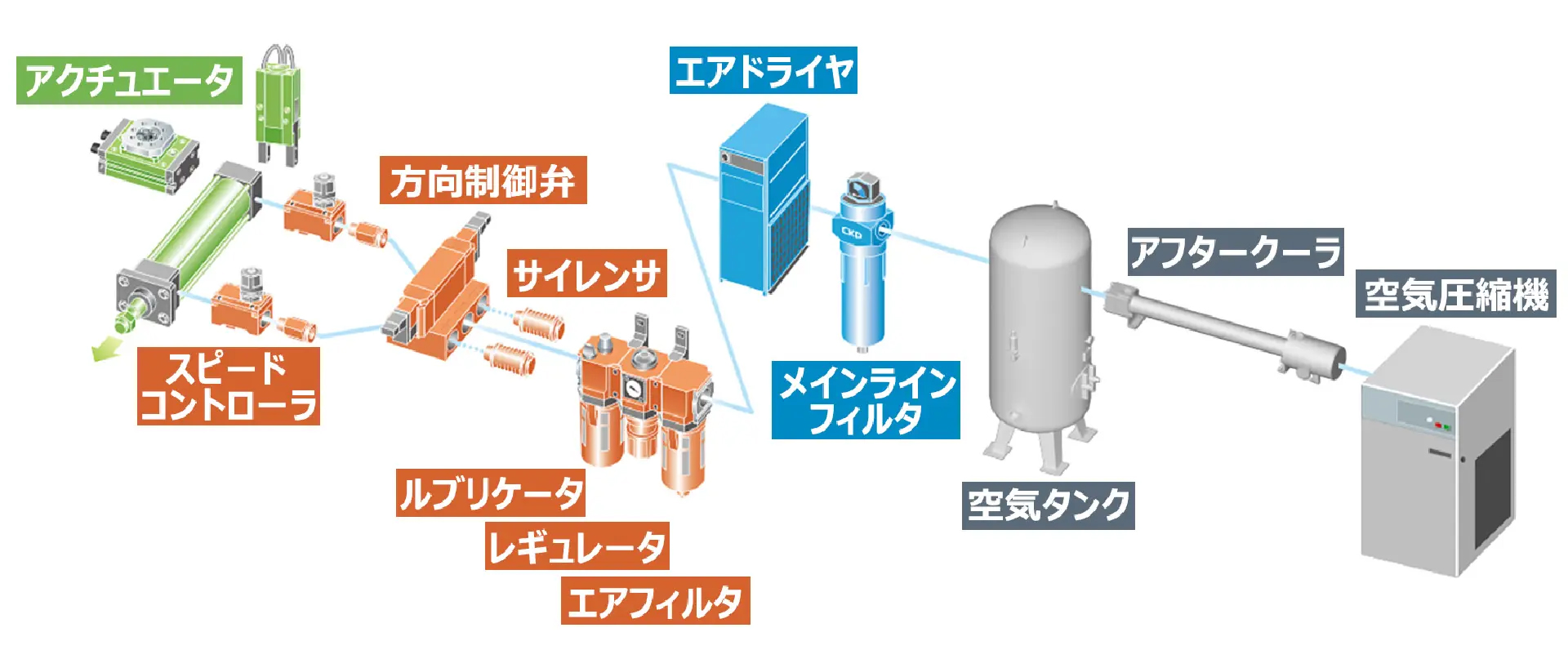
上図の青い線(配管)と各機器が接するすべての接続部に、継手が使用されています。コンプレッサーからアクチュエータ(末端機器)に至るまで、流体を漏らさず届けるための重要な「結び目」として、システムのあらゆる箇所に配置されています。継手の選定を誤ると、エア漏れによるエネルギー損失、溶接スパッタによる着火事故、パッキン劣化による突発停止など、製造現場に深刻な影響を及ぼします。こうしたトラブルを防ぐため、継手の種類・材質・接続方式を正しく理解し、使用環境に適した製品を選定することが基本となります。
継手の不具合が招く現場トラブル
継手の不具合(漏れ・詰まり・破損)は、工場全体のダウンタイムに直結する深刻な問題です。
製造現場では、「継手は消耗品だから漏れたら交換すればいい」という考え方が根強く残っています。しかし、その交換作業が深夜や休日の呼び出しにつながり、保全担当者を疲弊させているケースは少なくありません。
エア漏れの原因として特に多いのは、シールテープの巻きムラ、チューブの斜め切断によるパッキン密着不良、経年劣化によるパッキンの硬化です。
さらに深刻なのが火災リスクです。溶接ラインでは、標準的な樹脂継手がスパッタ(溶接火花)で溶融・着火する事故が報告されています。あるメーカーでは、作業員が誤って標準継手を溶接エリア近くで使用し、小火(ボヤ)騒ぎが発生。安全管理部門から厳しい是正勧告を受けた事例もあります。
継手の種類と選び方の基本
継手を選定する際は、形状(何をしたいか)、材質(どんな環境か)、接続方式(どう施工するか)の3つの軸で絞り込みます。それぞれの選択肢を整理しましょう。
形状で選ぶ|目的別の継手一覧
継手の形状は「何をしたいか」で決まります。以下の表から、目的に合った形状を選びましょう。
| 目的 | 継手の種類 | 特徴・補足 |
|---|---|---|
| 延長する | ソケット、ニップル | ニップルは両端オス、ソケットは両端メス |
| 方向を変える | エルボ、ベンド | 45°/90°/180°あり。ストレート、エルボは省スペース |
| 分岐・合流 | チーズ(ティー)、クロス | クロスは圧損大のためチーズ2個で代替が多い |
| 管径を変える | レジューサ、ブッシング | 同心/偏心あり。液溜まり防止は偏心を選択 |
| 着脱可能にする | ユニオン、フランジ | 点検箇所にはユニオン、大口径にはフランジ |
| 管端を塞ぐ | キャップ、プラグ | キャップは外被せ(メス)、プラグは内挿入(オス) |
| 衛生的に接続 | ヘルール | 食品・医薬品向け。分解洗浄が容易 |
| ワンタッチ着脱 | クイックカップリング | 頻繁な接続・切離し箇所に最適 |
材質で選ぶ|流体と環境に合わせる
継手の材質は「どんな流体を、どんな環境で使うか」で決まります。
| 目的 | 耐熱 | 耐食性 | 主な用途 | 注意点 |
|---|---|---|---|---|
| 黒継手(鋳鉄) | 〜350℃ | 低 | 蒸気・油・ガス | 水配管は錆びるためNG |
| 白継手(亜鉛めっき) | 〜120℃ | 中 | 工業用水・空調・消火 | 犠牲防食で母材を保護 |
| SUS304 | 〜400℃ | 高 | 食品・一般化学 | 汎用ステンレス |
| SUS316L | 〜400℃ | 極高 | 薬品・海水・半導体 | 塩素環境に強い |
| 真鍮(黄銅) | 〜150℃ | 中 | 空圧機器・水栓 | 脱亜鉛腐食に注意 |
| 青銅(砲金) | 〜200℃ | 高 | バルブ・高圧配管 | 長期耐久性が必要な箇所に |
| 塩ビ(PVC) | 〜60℃ | 高 | 排水・水処理 | 高温・有機溶剤はNG |
| PBT(難燃) | 〜120℃ | 中 | 空圧ワンタッチ継手 | UL94 V-0適合品を推奨 |

ポイント:樹脂継手は難燃性(UL94 V-0)の確認が重要です。溶接スパッタが飛ぶ環境では標準樹脂が着火するリスクがあります。詳細は後述の「安全性」セクションで解説します。
接続方式で選ぶ|施工性と用途で決める
継手の接続方式は「どう施工するか」「どんな圧力・頻度で使うか」で決まります。
| 接続方式 | メリット | デメリット | 主な用途 |
|---|---|---|---|
| ねじ込み式 | 工具で施工可、やり直し可 | シールテープの施工品質に依存 | 中小口径の一般配管 |
| フランジ接続 | 大口径・高圧対応、分解容易 | スペース・コスト大 | 重要配管・大口径 |
| 溶接接続 | 最高強度、漏れにくい | 技能必要、分解不可 | 高圧・高温・危険流体 |
| くい込み式 | 溶接不要で高圧対応 | トルク管理が必要 | 計装配管・金属チューブ |
| ワンタッチ式 | 工具不要、施工最速 | パッキン品質が重要 | 空圧配管(主流) |
ポイント:ワンタッチ継手を選ぶなら、V形パッキン採用品がおすすめです。挿入が軽く、圧力がかかるほど密着する「セルフシール効果」で漏れにくい。また、ねじ込み式のシールテープ施工が不安なら、プレコート継手(シール剤塗布済み)を選ぶと施工品質を標準化できます。
失敗しない継手の選び方【6つの基準】
カタログのスペック表を眺めているだけでは、現場に最適なものは見つかりません。継手選びは「部品選び」ではなく「環境選び」です。現場で本当に役立つ製品を選ぶための6つの基準を解説します。
1. 使用条件|流体・圧力・温度
継手選定の第一歩は、使用条件の正確な把握です。
流体の種類: 空気、水、油、蒸気、薬品など、流体によって適合する材質が異なります。特に薬品を扱う場合は、メーカーの耐薬品性マップを必ず確認しましょう。
最高使用圧力: カタログ値をそのまま適用せず、圧力変動や脈動を考慮した安全率を見込む必要があります。
使用温度: 高温環境ではパッキンの劣化が加速します。樹脂継手は特に耐熱温度に注意が必要です。
2. 材質適合性|電食リスクの回避
異種金属を接触させると、電位差によって一方が腐食する「電食(ガルバニック腐食)」が発生します。
銅配管とステンレス継手を直接接続すると、銅側が腐食するリスクがあります。屋外配管や水分付着環境では特に注意が必要です。
3. 施工性とメンテナンス性
設計段階で見落としがちなポイントです。
狭所での施工: 配管スペースが限られる場合、ストリートエルボやロータリーエルボを活用することで施工性を向上できます。
定期点検への配慮: 頻繁に分解・点検が必要な箇所には、ユニオンやフランジを採用します。設置場所のスペースを実測し、3D CADデータで干渉確認を行うことをお勧めします。
4. 安全性|難燃性規格(UL94 V-0)
樹脂継手の難燃性は、安全性の観点で見落とせないポイントです。
溶接ラインや電気火花が発生する環境では、標準樹脂継手が溶融・着火するリスクがあります。前述のボヤ騒ぎ事例も、標準継手の誤使用が原因でした。こうした環境ではUL94 V-0規格適合品が必須となります。V-0規格は「接炎後10秒以内に消火し、火種となる滴下物がない」という高い難燃性能を示します。
しかし、「溶接エリアには難燃性、それ以外は標準」という使い分けには問題があります。作業員の誤使用リスクと、在庫管理の複雑化です。
この問題を根本解決するには、工場内の樹脂継手をすべて難燃性に統一するアプローチが有効です。CKDのGWシリーズは難燃性V-0を「標準仕様」として採用しているため、追加コストなしで安全性を確保でき、在庫も一元化できます。「専用品を買い足す」のではなく「標準品のグレードを上げる」という発想が、現場の安全管理を構造的に改善します。
5. エア漏れ対策|見えないコスト損失を防ぐ
エア漏れは「見えないコスト損失」として、工場の収益性を静かに蝕んでいます。
継手に起因するエア漏れの主な原因と対策は以下の通りです。
| 原因 | 対策 |
|---|---|
| チューブ切断面の不良 | 専用チューブカッターで直角切断を徹底 |
| シールテープの施工不良 | プレコート継手を採用し施工バラつきを排除 |
| パッキンの経年劣化 | V形パッキン採用品を選定(セルフシール効果で安定) |
| チューブの変形・捻じれ | ロータリーエルボで捻じれストレスを逃がす |
定期的な石鹸水によるリークチェックも有効です。
6. トータルコスト|在庫管理と総保有コスト(TCO)
継手選定でよくある誤りが、「部品単価」だけで判断することです。
継手の真のコストは「総保有コスト(TCO)」で評価すべきです。TCOには以下が含まれます。
| コスト項目 | 内容 |
|---|---|
| イニシャルコスト | 部品購入費用 |
| 交換コスト | 劣化・故障による交換作業の工数(深夜・休日対応含む) |
| ダウンタイムコスト | ライン停止による機会損失 |
| 在庫管理コスト | 複数品種を管理する人件費・保管費用 |
| リスクコスト | 火災・漏洩事故発生時の損失 |
高耐久・難燃性標準の継手に一本化することで、部品単価は上がっても、交換頻度の低減、在庫品種の削減、誤使用リスクの排除により、トータルコストの削減が期待できます。
【業界別】継手選定の着眼点
業界や現場環境によって、継手に求められる要件は異なります。代表的な4つの業界における選定ポイントを紹介します。
製造業・自動車|難燃性とエア漏れ対策
溶接工程と組立工程が混在する環境では、難燃性継手の採用とエア漏れ対策が重要ポイントです。難燃性を標準仕様とする製品を採用すれば、エリアごとの使い分けが不要になります。
また、産業用ロボットの多関節化に伴い、アーム内配管の「太さ」と「硬さ」が課題となるケースも増えています。CKDの「エアファイバ」は外径φ1.8mmの極細チューブで、専用継手と組み合わせることでロボットの動きを妨げず、省エネ化を実現できます。
食品・医薬品|衛生性と洗浄性
HACCPやFSSC22000への適合が求められる環境では、サニタリー継手(ヘルール)の採用が必須です。表面粗さ(Ra値)の管理、SUS316L材質、FDA認証材料への適合を確認しましょう。
建築設備|法規適合と配管種別
消防法・建築基準法で材質や施工方法が定められている配管があります。白継手と塩ビ継手の使い分けを誤ると法規違反となるケースもあるため注意が必要です。
プラント・化学|耐薬品性
耐薬品性が最重要ポイントです。SUS316Lでも耐えられない強酸・強アルカリ環境では、ハステロイやフッ素樹脂継手が必要となります。
半導体・リチウムイオン電池製造では、発塵防止・禁油・禁金属仕様が求められます。CKDのファインシステム(P70/P74シリーズ)は、クリーンルーム内組立と二重包装により、発塵を極限まで抑制しています。
よくあるご質問(FAQ)
継手に関してよく寄せられる質問をQ&A形式でまとめました。基礎的な内容から実務で迷いやすいポイントまで、現場で役立つ回答を掲載しています。
Q. 継手の「オス」「メス」とは?
A. 外ネジ(凸形状)が「オス」、内ネジ(凹形状)が「メス」です。ニップルは両端がオス、ソケットは両端がメス、ストリートエルボは片側ずつという構造になっています。
Q. A呼称とB呼称の違いは?
A. 継手のサイズ表記には、A呼称(ミリ系)とB呼称(インチ系)の2種類があります。日本ではA呼称(15A、20A、25A…)が主流で、B呼称(1/2B、3/4B、1B…)はアメリカや一部プラント設備で使用されます。
| A呼称 | B呼称 | 外径(鋼管) |
|---|---|---|
| 6A | 1/8B | 10.5mm |
| 8A | 1/4B | 13.8mm |
| 10A | 3/8B | 17.3mm |
| 6A | 1/8B | 10.5mm |
| 15A | 1/2B | 21.7mm |
| 20A | 3/4B | 27.2mm |
| 25A | 1B | 34.0mm |
| 32A | 1-1/4B | 42.7mm |
| 40A | 1-1/2B | 48.6mm |
| 50A | 2B | 60.5mm |
なお、呼び径は「名目上のサイズ」であり、実際の外径とは一致しません。「25A」の鋼管外径は34.0mmで、「25mm」ではない点に注意してください。
Q. シールテープは何回巻けばいい?
A. 一般的には6〜8回が目安です。ねじの進行方向(時計回り)に巻き、先端1〜2山は残すのが鉄則です。施工品質のバラつきが気になる場合は、プレコート継手の採用を検討しましょう。
Q. TS継手とDV継手の違いは?
A. いずれも塩ビ製継手ですが、TS継手は給水用(接着式)、DV継手は排水用(差し込み式・接着不要)です。両者は互換性がなく、給水用にDV継手を使用すると水圧に耐えられず漏水の原因となります。
Q. 継手の耐用年数はどのくらい?
A. 使用環境により大きく異なります。重要なのは「耐用年数で交換」ではなく、定期点検と交換基準の設定です。漏れ・腐食・変形を定期チェックし、予防的に交換するアプローチが推奨されます。
CKDの継手ラインナップ
ここまで解説した6つの選定基準——使用条件、材質適合性、施工性、安全性(難燃性)、エア漏れ対策、トータルコストを踏まえ、CKDが提供する空圧配管向け継手のラインナップを紹介します。
対応する流体は「圧縮空気」または「空気」で、工場のエアブロー設備や空気圧制御システムなど、クリーンで効率的な配管を実現するために活用されています。用途・環境に応じて最適な製品を選んでください。
※ スマートフォンでは横にスクロールできます。
| 商品名 | 形番 | イメージ | 適する 流体 |
接続サイズ (※) |
特徴 | 使い分けポイント |
|---|---|---|---|---|---|---|
| ニュージョイント | GW |  |
圧縮空気 | M3〜1/2 | 難燃性、配管スペースを大幅に縮小できる | 一般的な継手。バリエーションが一番多い |
| ニュージョイント ステンレスタイプ |
ZW |  |
圧縮空気 | M5〜R1/2 | 難燃性、省スペースに貢献。金属部品はすべてステンレス | 可燃性ガス・物質がある環境で使用する場合 |
| ニュージョイント (ミニタイプ) |
GWJ |  |
圧縮空気 | M3〜1/8 | ボディサイズをさらに小形化した省スペースタイプ。配管のデッドスペースを大幅に縮小可能 | 配管スペースが狭い箇所やコンパクトに配管をしたい場合 |
| ニュージョイント ステンレスタイプ |
ZSP |  |
圧縮空気 | M5、R1/8〜1/2 | 金属本体部にステンレス鋼(SUS303相当品)を採用。腐食しやすい雰囲気、銅イオンを嫌う雰囲気での使用に最適 | 湿度が高い等、鉄部品が腐食しやすい環境で使用する場合 |
| 超小形ジョイント | F |  |
圧縮空気 | M3〜1/8 | 超小形タイプ | 小さな接続系や細いチューブを使用する場合 |
| 締付ジョイント・ 継手 |
MJ・JL | 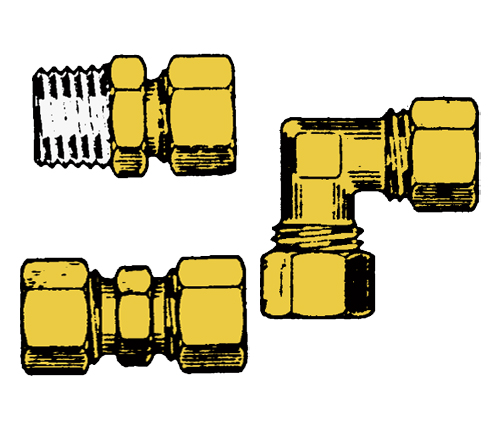 |
圧縮空気 | 1/8〜1/2 | 二重チャック機構で安定・確実配管が可能。信頼性に優れた締め付けジョイントで、銅管にも使用できる | チューブが外れやすい等、強いチャック力の継手が必要な場合 |
| ロータリジョイント | RJF |  |
圧縮空気 | M5、Rc1/8 | インデックステーブル、ロータリーテーブル、ロータリドラムなど回転軸部のエアシリンダ、エアブロー、切替弁などへの圧縮空気供給用継手。ベアリング内蔵により高剛性・低摺動抵抗を実現 | 配管したチューブが回転で捻じれて不具合が発生する場合 |
| エアファイバ・ 専用継手 |
PTN2・PTNL2・PG・CG・RG | 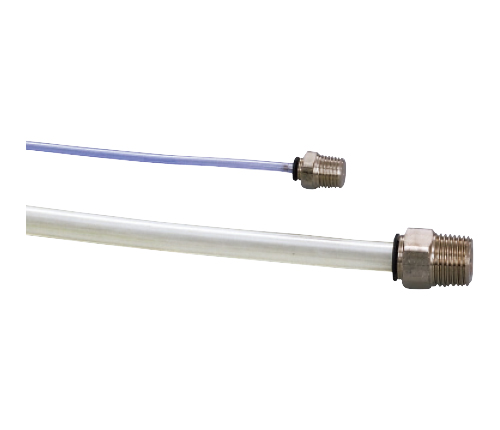 |
圧縮空気 | M3,M5、R1/8、Φ4、Φ6 | 極細サイズで配管スペースを大幅に削減できる。着脱も手軽。柔軟性が格段に優れ、配管自由度が極めて高いため、狭小スペース等の難配管や短距離配管が容易。 | 極細で反力が少ない、クリーン環境で使用するエアファイバチューブを使用する場合。 |
※接続サイズは「B呼称」(インチ基準)で表記しています。A呼称との換算は上記FAQをご参照ください。
まとめ
継手は、配管システムの信頼性を左右する不可欠な要素です。
源流から末端機器に至るまで、継手は流体の方向を変え、分岐させ、異なる径の配管をつなぎ、設備を機能させています。しかし、「継手はどれでも同じ」という認識で選定を軽視すると、エア漏れによるコスト損失、溶接スパッタによる火災リスク、突発停止による保全担当者の疲弊といった問題を引き起こします。
本記事で解説した6つの選定基準——使用条件、材質適合性、施工性とメンテナンス性、安全性(難燃性)、エア漏れ対策、トータルコスト(TCO)——を判断軸にすることで、現場の課題を構造的に解決できます。
「部品単価」ではなく「工場全体のリスク管理」という視点で継手を選定することが、設備保全の本質的な改善につながります。
継手の選定はCKDへぜひご相談ください
「継手を見直したいけど、どの製品を選べばよいかわからない」「難燃性継手への統一を検討したい」「エア漏れ対策を強化したい」などのご相談に、CKDの経験豊富なスタッフが丁寧に対応します。
お客様の課題や要望をしっかりとヒアリングし、最適な製品をご提案いたします。