What is Image Inspection? A Thorough Guide from Mechanisms, Types, and Benefits to AI Utilization and Implementation Procedures
This article provides a comprehensive guide to image inspection, which is seeing accelerated adoption on manufacturing floors. Topics covered include basic mechanisms, system configuration, inspection types, implementation benefits and precautions, the cutting edge of AI utilization, industry-specific case studies, and a fail-safe implementation procedure and selection guide.
Against the backdrop of worsening labor shortages and increasingly sophisticated quality requirements, the goal of this article is to enable production engineering staff and manufacturing department managers considering a shift from visual inspection to grasp the full picture and decide on their next action from this single article.
Finally, we will introduce Facilea, a software solution that enables you to easily and cost-effectively build an image inspection system without programming using drag-and-drop, along with some practical application examples.
What is Image Inspection? Definition, Mechanisms, and Differences from Visual Inspection
An introductory section for readers researching image inspection for the first time to grasp the overall picture. This section provides a seamless explanation of three key points: "What is image inspection?", "How does it work?", and "How does it differ from visual inspection?", forming the foundation for subsequent sections.
Definition of Image Inspection and Its Role in Manufacturing
Image inspection refers to an inspection method that uses industrial cameras and image processing software to automatically determine whether the appearance and shape of products are acceptable or defective. It is easiest to understand as "a system that automates inspections previously performed visually by humans, using a camera (eyes) and a controller (brain)."
Image inspection can be applied to a wide range of inspection processes including visual inspection, dimensional measurement, position inspection, and code reading, and plays a central role in quality control in manufacturing. In recent years, adoption has advanced across diverse industries including automotive parts, electronic devices, and food/pharmaceutical products, accelerating the shift from "inspection relying on human eyes" to "automated inspection using machine vision."
The basic configuration of an image inspection system consists of three elements: (1) the imaging unit (camera, lens, and lighting), (2) the processing unit (controller or PC), and (3) the judgment unit (software). By combining these elements, it becomes possible to detect minute defects that the human eye cannot catch and to perform 100% inspection on high-speed production lines.
Basic Mechanisms of Image Inspection
The image inspection processing flow can be broken down into four steps.
Step 1: Image Capture
The workpiece (inspection target) is captured using a camera and lighting. Since lighting selection significantly affects inspection results, please refer to "Components of an Image Inspection System" for details.
Step 2: Pre-processing
This is the step where pre-processing such as noise removal, contrast enhancement, and binarization is applied to the captured image to optimize image quality. The quality of this process significantly affects the accuracy and stability of subsequent inspection processing.
Step 3: Inspection Processing
This is the step where inspection algorithms appropriate to the objective are applied to the pre-processed image. Specific methods (rule-based and AI-based) are explained in detail in "Differences Between AI Image Inspection and Conventional (Rule-Based) Inspection, and How to Choose."
Step 4: Judgment Output
This is the final step where pass/fail judgments are made based on inspection processing results and fed back to the production line. Defective products are automatically ejected, and inspection data is accumulated for traceability purposes.
Differences Between Image Inspection and Visual Inspection
The differences between image inspection and visual inspection are organized along six comparison axes. This presents not only the advantages of image inspection but also the unique strengths of visual inspection in a fair manner.
| Comparison Axis | Image Inspection | Visual Inspection |
|---|---|---|
| Inspection Accuracy | △
Detects standard defects with high accuracy. Struggles with minute or non-standard anomalies. |
〇
Can detect minute anomalies and unexpected defects. |
| Stability | 〇
Judges by a consistent standard 24 hours a day. No variation. |
△
Affected by the inspector's skill level, physical condition, and concentration. |
| Inspection Speed | 〇
High-speed processing enables inline 100% inspection. |
△
Dependent on human processing speed. Sampling inspection is the norm. |
| Cost Structure | △
Initial investment required, but costs decrease with long-term operation. |
△
No initial investment required, but ongoing labor costs. |
| Human Dependency | 〇
Low (automated operation possible). |
×
High (securing and training inspectors is essential). |
| Flexibility | △
Limited to pre-defined inspection items. |
〇
Can respond to unknown defects and unexpected anomalies. |
What matters is not "which is superior" but rather "how to use each appropriately." A practical solution is to divide roles according to the inspection target: automating standard inspections of mass-produced products with image inspection, while handling special inspections of prototypes or high-mix, low-volume products with visual inspection.
Components of an Image Inspection System
This section explains the fundamentals of the hardware and software that support an image inspection system. Understanding "what is needed and what role each component plays" will facilitate a smoother understanding of the subsequent implementation procedure and selection guide sections.
Camera and Lens
Cameras used for image inspection are broadly divided into area cameras (suited for stationary or intermittent conveyance) and line scan cameras (suited for high-speed or long objects).
Area cameras acquire a two-dimensional image in a single capture and are suited for inspecting stationary objects or intermittent conveyance lines. Line scan cameras, on the other hand, continuously acquire one-dimensional line images and excel at inspecting high-speed conveyance and long objects.
Pixel count selection is fundamentally a reverse calculation from "the minimum defect size to be detected." For example, detecting a 0.05 mm defect requires a resolution approximately 5 times the required accuracy, so the field of view and camera pixel count must be designed so that each pixel covers 0.01 mm or less.
The basic approach for lens selection is to determine the focal length based on the workpiece size and installation distance. For applications requiring high precision such as dimensional measurement, telecentric lenses are also an option. GigE Vision and USB3 Vision are the mainstream camera interface standards, and the GenICam standard ensures interoperability between devices from over 200 manufacturers.
Lighting
In the image inspection industry, it is widely said that lighting "determines 80% of the inspection."
| Lighting Type | Characteristics | Applicable Scenarios |
|---|---|---|
| Coaxial Illumination | Illumination coaxial with the optical axis using a half mirror. | Scratch detection on mirror/glossy surfaces, wafer inspection. |
| Backlight | Illuminates from behind the workpiece to form a silhouette. | External dimension measurement, foreign matter detection. |
| Dome Lighting | Uniform illumination from all directions using a hemispherical diffusion surface. | Visual inspection of products with curved or uneven surfaces. |
| Low-Angle Lighting | Illuminates at a low angle to highlight scratches. | Detection of surface scratches and dents |
In addition to lighting selection, installing a dark box or light-shielding cover to prevent accuracy drift due to changes in ambient light is also essential. Controlling the lighting environment is also a factor that affects long-term stable operation after system implementation.
Image Processing Software and Controllers
The "brain" of an image inspection system consists of the software and controllers that execute inspection algorithms.
The main software options are: (1) dedicated software provided by the manufacturer, and (2) in-house development using open-source libraries. Additionally, CKD offers "Facilea," a visual programming no-code tool that falls outside both categories (1) and (2), and is gaining attention as an option that enables building image inspection systems without programming knowledge.
A controller refers to dedicated hardware or a PC that performs high-speed image acquisition from cameras and inspection processing. In recent years, with improvements in PC performance, it has become common to substitute general-purpose PCs.
Types of Image Inspection
Various methods exist for image inspection depending on the inspection objective. Here, we will organize the characteristics and applicable scenarios by major category.
Visual Inspection (Detection of Scratches, Stains, Defects, and Foreign Matter)
This is the inspection category with the highest demand in manufacturing. It detects surface scratches, stains, chips, cracks, and foreign matter contamination. The method of lighting significantly affects accuracy.
Dimensional Measurement, Position Inspection, and Alignment
Dimensional measurement is an inspection that automatically measures the external dimensions of workpieces, hole diameters, pitch distances, and other parameters. Position inspection determines whether "what should be there is in the correct position," including component mounting confirmation in assembly processes, label placement verification, and connector pin presence/absence confirmation. All share the common practice of numerically managing deviations from reference values.
Character/Code Reading, Color Inspection, and 3D Inspection
Character/code reading serves as the foundation for ensuring traceability through verification of printed content accuracy and quality grade inspection of barcodes and QR codes. Color inspection is a method that uses a color camera and color space conversion (RGB to HSV, etc.) to assess uniformity of color tone and gloss.3D inspection uses laser displacement sensors and 3D cameras to capture height-direction defects such as solder volume and warpage of resin-molded products.
Differences Between AI Image Inspection and Conventional (Rule-Based) Inspection, and How to Choose
The analytical methods for image inspection have expanded from "rule-based" approaches where humans define criteria numerically, to "AI" approaches where computers learn autonomously. 近In recent years, rather than choosing one or the other, making appropriate selections and combinations according to the objective has become increasingly important.
Rule-Based Image Inspection
This is a method where humans pre-define inspection rules (thresholds and conditional expressions). It uses algorithms such as binarization, blob analysis, pattern matching, and edge detection, and is characterized by clear judgment rationale and high explainability. It is suited for standard inspections such as dimensional measurement, presence/absence confirmation, and code reading. While it offers fast processing speed and can be launched with few samples, it has a weakness against workpiece rotation and lighting changes.
AI (Deep Learning) Image Inspection
This is a method that learns from both good and defective product images, automatically learning "normal/abnormal" patterns. Since abnormal areas can be visualized with heat maps, it can also be used to verify judgment rationale. It can be applied to complex visual inspections that are difficult to handle with rule-based approaches, but since the quality and quantity of training data determine accuracy, collecting samples of both good and defective products and conducting preliminary verification is the key to successful implementation. Note that an "anomaly detection" method that learns from only good product images also exists.
Advantages and Disadvantages of Image Inspection
Image inspection is not a universal solution. When making implementation decisions, it is important to correctly understand both "what improves and how" and "what cannot be done." Advantages and disadvantages are organized in a comparative structure, providing readers with material to make judgments based on their own company's situation.
Advantages |
(1) Stabilized accuracy through consistent, 24-hour inspection by the same criteria without variation. |
| (2) Stabilized quality through the transition from sampling inspection to inline 100% inspection. | |
| (3) Reduction in labor costs and resolution of labor shortages through redeployment of inspectors. | |
| (4) Accelerated traceability and process improvement through accumulation of inspection images and numerical data. | |
| (5) Expanded production capacity through operation during nights and holidays. | |
Disadvantages |
(1) The threshold trade-off: increasing detection sensitivity leads to over-detection, while decreasing it leads to missed detections. Agreement on acceptable ranges between the production floor and the quality assurance department is a prerequisite. |
| (2) Accuracy drift due to ambient light, individual workpiece variation, and aging deterioration of lighting. This is addressed by installing a dark box, applying corrections in pre-processing, and periodically updating reference images. |
|
| (3) The "comprehensive judgment" of experienced inspectors is difficult to reproduce with image inspection alone, and rather than complete replacement, role-sharing between humans and machines is the practical solution. |
Fail-Safe Implementation Procedures and How to Select Equipment
Implementing image inspection is not "buy and done" — the key to success is following a series of processes from clear objective definition through to operational establishment.
5 Steps to Implementation
Image inspection implementation generally follows the steps below.
Step 1: Objective Definition and Current State Analysis
Start by clarifying "what," "at what accuracy," and "at what takt time" you want to inspect. It is important to quantitatively understand the current challenges of visual inspection (miss rate, inspection time, and labor costs).
Step 2: Preliminary Verification (PoC)
Conduct imaging tests and lighting tests using actual workpieces to assess the feasibility of inspection.
Step 3: System Design and Specification Development
This is the step to finalize the combination of camera, lens, lighting, controller, and software. Be sure to consider installation space and environmental conditions (temperature, vibration, and dust) as well.
Step 4: Installation, Adjustment, and Mass Production Verification
After installation on the actual line, verify inspection accuracy and stability under actual production conditions. Perform fine-tuning of thresholds and verification of judgment accuracy through sampling of rejected products.
Step 5: Operation Launch and Maintenance System Establishment
This is the phase for establishing a maintenance system to support stable operation, including regular cleaning of lighting and lenses, review of inspection parameters, and response procedures for abnormalities.
Checkpoints for Equipment Selection
The most important consideration in equipment selection comes down to "whether you can handle it yourself."
(1) Judge accuracy and speed based on verification results (actual measurements) with your own workpieces, not catalog specifications.
(2) Whether the equipment has a UI/UX that allows configuration and adjustment without specialized knowledge, such as no-code or visual programming, is also an important selection criterion.
(3) It is necessary to determine whether the design prevents inspection logic from becoming a black box, allows in-house personnel to adjust thresholds, and enables continued operation even after vendor withdrawal.
(4) The manufacturer's ongoing support capabilities, such as the provision of testing rooms and post-implementation technical support systems, are also points to confirm during selection.
Image Inspection Application Examples
Facilea, the image processing visual programming tool provided by CKD, is software that enables building image inspection systems through drag-and-drop without any programming required.
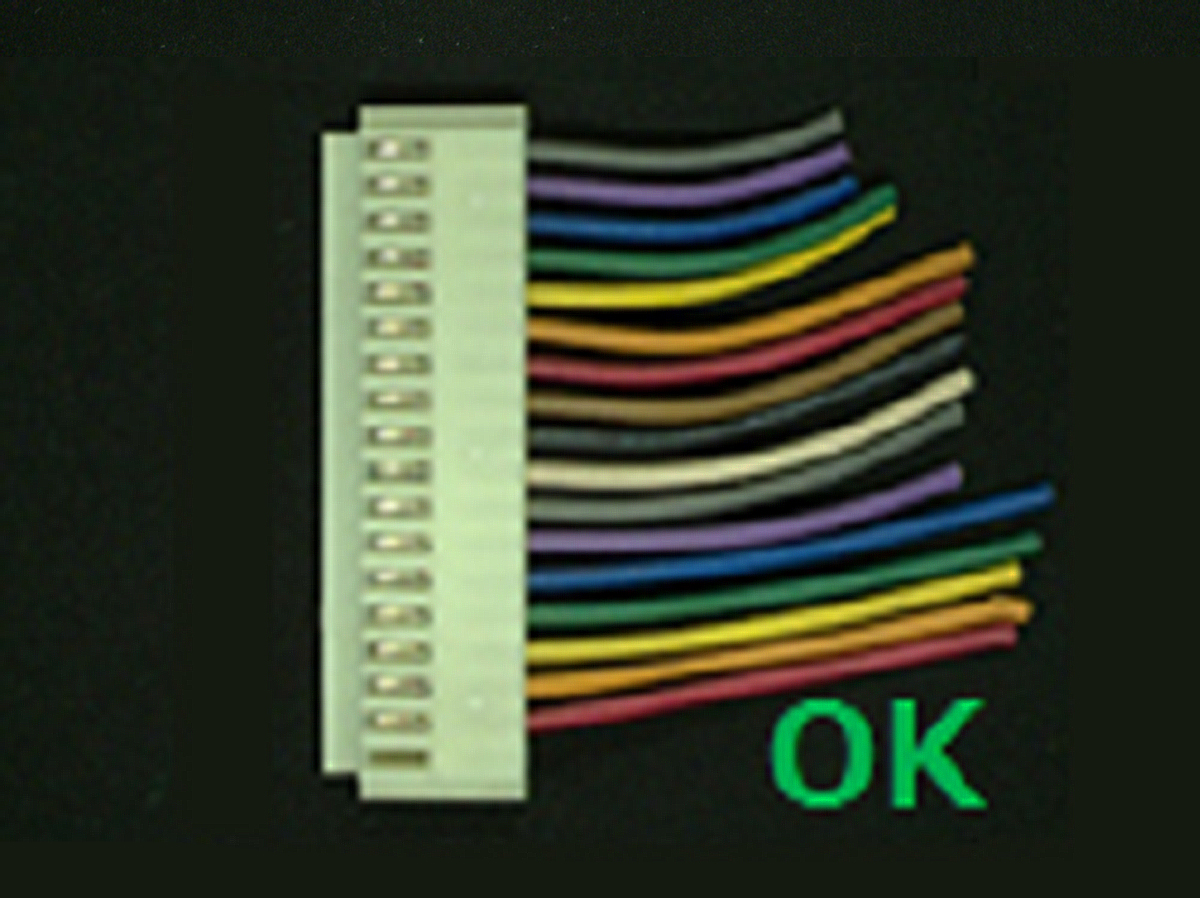
Cable Harness Arrangement Inspection
 |
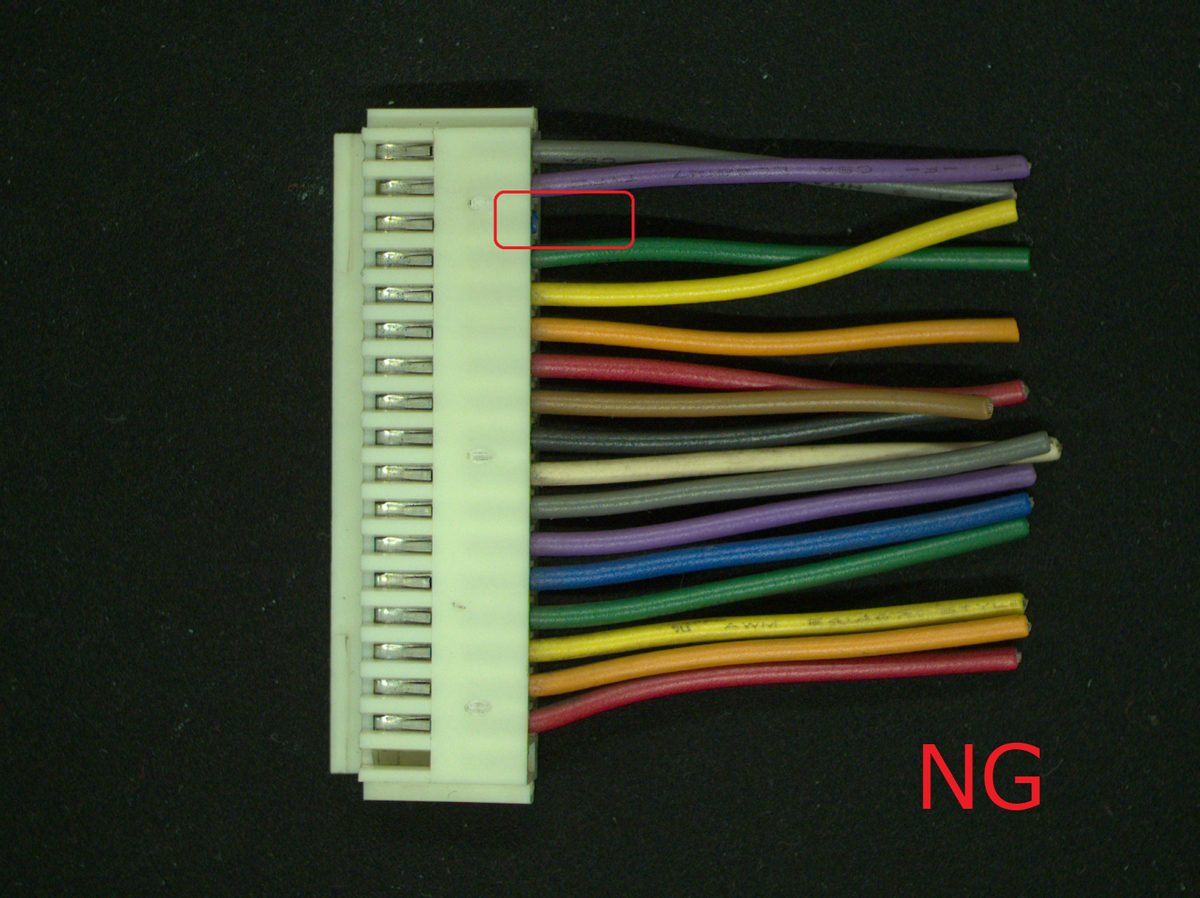 |
This is an example of automatically determining the arrangement of multi-colored harness wires using image inspection. Previously, outflow of defective products due to inspection omissions in visual inspection was a challenge, but automation through color recognition has achieved prevention of defective product outflow. Rework in the subsequent electrical inspection process was also eliminated, contributing to improved efficiency of the entire inspection process. A strength of Facilea is that inspection logic can be built simply by dragging and dropping color recognition blocks, enabling rapid implementation even without programming knowledge.
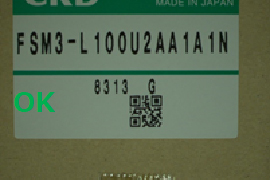
QR Code Reading Inspection
 |
 |
This is an example of automating the reading accuracy and verification of QR codes printed on products. By utilizing Facilea's 1D/2D code reading blocks, 100% inspection on high-speed lines was achieved. There is no need to prepare a dedicated reading device separately, and since everything from camera imaging to code verification can be configured consistently on Facilea, low-cost and rapid implementation is possible.
Pressure Gauge Measurement Value Verification
 |
 |
This is an example of reading the pointer position of an analog pressure gauge using image recognition and automatically determining the measurement value. Previously, inspectors read the pointer position visually, but automation through image inspection eliminated reading variation and achieved inspection standardization. With Facilea, by combining angle measurement and position detection blocks, automation of pointer reading can be built without complex programming.
Summary
Image inspection is a technology that fundamentally transforms quality control in manufacturing. In response to three structural challenges — labor shortages, increasingly sophisticated quality requirements, and cost pressure — image inspection provides fundamental solutions: "stabilized accuracy," "realization of 100% inspection," and "continuous improvement through data utilization."
What is important is not to narrowly view image inspection as "a replacement for visual inspection" but to approach it from the perspective of "optimization of the entire quality control process." We hope that through proper selection between rule-based and AI approaches, appropriate component selection, and a phased implementation approach, you will build an image inspection system optimized for your manufacturing floor.